



3 Febbraio 2016
Maillard Reaction: colori, profumi e sapori di birra!


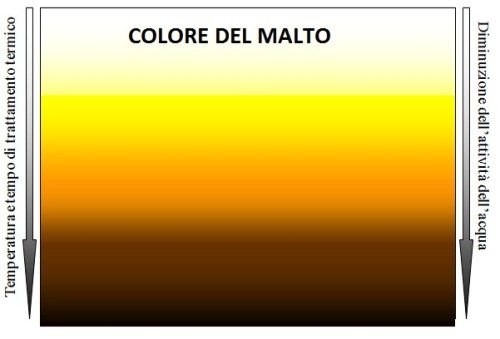
La birra può essere ottenuta da svariate materie prime, ma il malto d’orzo ne è sicuramente la base principale, insieme ad acqua e luppolo. Il grado di tostatura del malto influisce in modo netto su molti aspetti sensoriali della birra, che vanno dall’aspetto al profumo e sapore. Semplificando, è intuitivo comprendere che le birre scure si ottengono da malti molto tostati, viceversa le più chiare da malti sottoposti a blandi trattamenti termici.
Ma quali sono gli aspetti tecnologici che stanno dietro a questa semplice considerazione?
La risposta è da ricercarsi nei complessi chimismi della Reazione di Maillard, della quale andremo ad approfondire gli aspetti principali.
Per Reazione di Maillard si intende una serie complessa di fenomeni che avviene in seguito all’interazione di zuccheri riducenti ed amminoacidi, in processi ad alte temperature e in condizione di bassa attività dell’acqua. Tali condizioni si verificano, appunto, in fase di maltatura dell’orzo, ovvero quando le cariossidi germinate vengono dapprima essicate e poi riscaldate alla temperatura specifica per l’ottenimento del malto desiderato.
.
I composti che si formano dalla Reazione di Maillard sono di colore bruno e hanno gli aromi caratteristici di “cotto” quali il pane appena sfornato o, se il processo è stato più intenso di tostato come la frutta secca, il cacao o il caffè.
Per quanto Maillard avesse compreso che la reazione poteva avere un grande interesse in molti settori della scienza chimica e biomedica, la descrizione completa dei processi che governano l’imbunimento enzimatico negli alimenti furono descritti solo negli anni ‘50 dal chimico John Hodge.
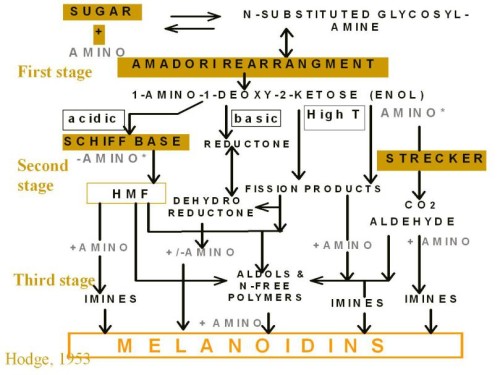
Hodge diede una descrizione schematica della reazione, dividendola in 3 fasi:
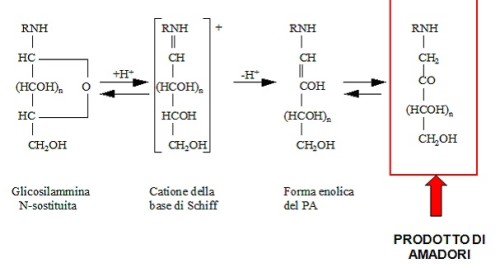
- Fase iniziale: è caratterizzata dalla formazione di una base di Shiff tramite la reazione del carbonio carbonilico dello zucchero riducente con il gruppo amminico di un amminoacido. Per via della sua reattività, la base di Shiff subisce un riarrangiamento dei doppi legami che porta alla formazione di un composto di Amadori o di Heyes a seconda che lo zucchero sia un aldoso o un chetoso. In questa prima fase non si ha la comparsa né di colore né di odore.
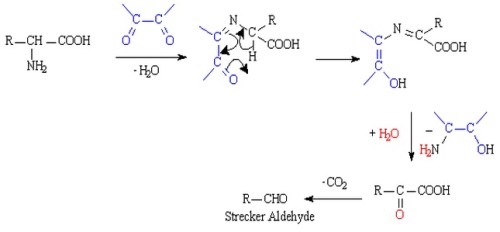
- fase intermedia con sviluppo dei prodotti intermedi della reazione (che donano una prima leggera colorazione) e un notevole aroma. Queste reazioni sono difficili da studiare e descrivere, tuttavia si possono individuare alcuni prodotti principali, tra cui ricordiamo l’ idrossimetilfurfurale, le aldeidi di Strecker (aromatiche e precursori di molti composti aromatici) e i composti di carbonilici che si formano dalla frammentazione degli zuccheri.
- fase finale in cui, attraverso la condensazione dei prodotti intermedi, si verifica la formazione di melanoidine, che determinano la formazione di un colore tra il marrone scuro ed il nero. In questa ultima fase si ha il maggiore effetto sul grado di imbrunimento del malto.
.
.
La realizzazione della Reazione di Maillard dipende da molteplici fattori:
- Tipo e quantità dei reagenti: gli zuccheri chetosi sono più reattivi degli aldosi e i pentosi più degli esosi. I polisaccaridi reagiscono poco, mentre le proteine sono relativamente poco reattive e lo fanno solo con i gruppi amminici liberi in catena laterale (in particolare quello della lisina che risulta ben esposto e molto reattivo). Gli amminoacidi liberi sono tutti molto reattivi. Nel malto verde, quindi, si trovano composti mediamente reattivi, ma disponibili in elevate concentrazioni.
- Attività dell’acqua: la reazione ha bisogno che ci siano molecole di acqua, ma d’altra parte in soluzioni diluite i reagenti si incontrano con maggiore difficoltà. Per questo in sistemi ad attività dell’acqua intermedia (AW tra 0,4 e 0,6) il chimismo raggiunge la massima velocità. Questa situazione si verifica durante la tostatura del malto verde.
- Tempo e temperatura del trattamento: sono due fattori che aumentano sempre lo sviluppo della reazione, ma vanno considerati in coppia. Ovviamente nella essicazione e tostatura industriale, bisogna considerare anche l’inerzia termica della massa di malto verde che deve essere disidratato e riscaldato progressivamente.




